
E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Vilket verktyg behöver jag för min gjutna del?
Vi uppmuntrar dig att kontakta oss idag för att diskutera ditt projekt och lära dig hur vi kan optimera kostnaden och kvaliteten på ditt Die Casting -projekt.
Alla gjutningsdesigner är unika och kräver anpassade verktyg för att producera delen. Komplexiteten och storleken på verktyget är ofta överraskande för dem som inte är bekanta med processen. I den här artikeln kommer vi att granska de verktyg som krävs för att producera en högtrycksgjutning.
Vilket verktyg behöver jag?
Varje gjutning kräver en gjutning och en trim dör. Anpassade CNC -fixturer kommer också att krävas om bearbetningsoperationer kommer att utföras.
Die Cast Dies
Högtryck gjutnaDies är tunga stålformar utformade för att gjuta aluminium eller zink med högt tryck.
En matgjutning har två halvor, locket och ejektorn dör.
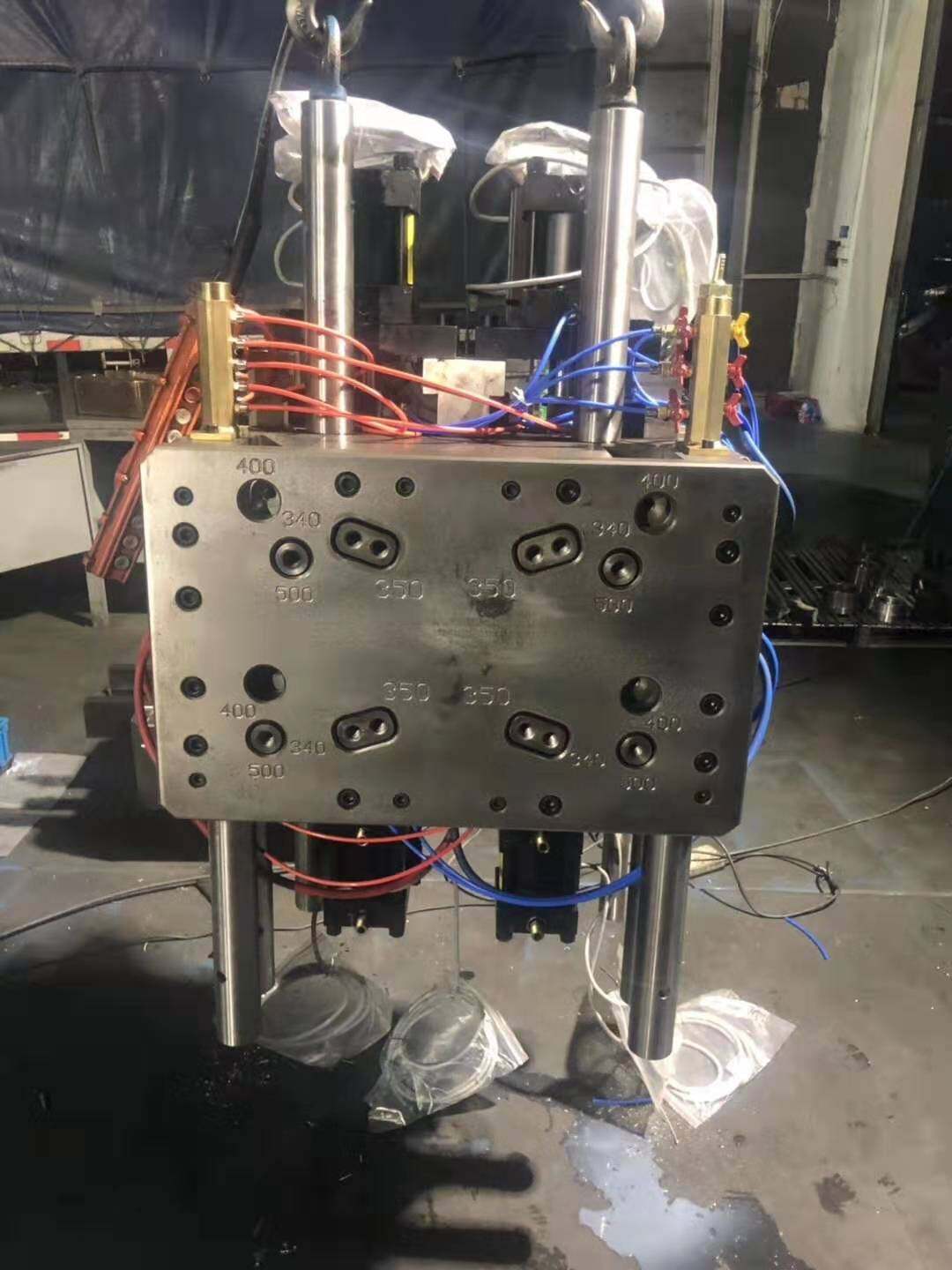
Omslaget kan identifieras med skotthålet där kallkammaren (skotthylsan) sätts in.
Ejektorn matris innehåller löparen och de rörliga ejektorstiften som remsar gjutningen från matrisen. Ejektorn Die är utformad för att dra gjutningen från locket halva när maskinen öppnas. Gjutningens ansikte med funktioner som kärnor, objektglas och metallsparare placeras vanligtvis i ejektorhalvan. Detta får gjutningen att krympa till ejektorn med mer kraft än locket och gör att den kan strippas från locket hälften när maskinen öppnas.
Die kaviteten är den arbetande delen av matrisen som bildar gjutningen. Döhålrummet är tillverkat av högkvalitativa, värmebehandlade H-13-verktygsstål som kan tåla de höga hastigheter, temperatur och tryck i gjutningsprocessen.
Kaviteten inkluderar också löparen, överflöden och ventileringssystemet för att transportera den smälta metallen från skotthylsan till munstycket. Korrekt grind- och ventilationsdesign är avgörande för att producera kvalitetsgjutning.
Döhålrummet hålls på plats av hållarblocket. Hållarblocket är bearbetat från 4140 stål eftersom det inte kommer att utsättas för smält metall. Hållarblocket innehåller också inriktningsstiften och bussningarna för att säkerställa att täck- och ejektorhålrummen är perfekt matchade. Flytta glidkomponenter såsom hydrauliska cylindrar och mekaniska kammar finns också i hållarblocket.
Rörliga bilder används när en gjutdesign har interna funktioner som är vinkelräta mot avskedslinjen. Slides rör sig på plats under injektionen av metallen och dras sedan tillbaka innan delen kastas ut från matrisen. Objektglas kan röra sig mekaniskt med kammar eller med hydrauliska cylindrar.
Dies kan utformas för att producera en enda del eller flera hålrum på en gång.
Små, enkla gjutningar kan ofta produceras med hjälp av enhetsdikt. Enhetsdiktar är små, billiga matriser som placeras i en standardenhetsinnehavare. Enhetens dör innehåller kavitet, ventilering och en del av löparsystemet. Kunden köper och äger enheten dör, medan die caster vanligtvis äger enhetsinnehavaren. Några standardstorlekar är 10 ”x 12”, 12 ”x 14” och 15 ”x 18”. Enhetens matris kan tillverkas för en bråkdel av en kostnad som en oberoende matris eftersom du i huvudsak köper kavitetsdelen av munstycket.
Trimdies
Figur 12 matgjutna delar och grindar som kräver trimning
När en gjutning tas bort från munstycket är den fäst vid löparen, överflöden och ventileringssystemet. Det kommer också att finnas någon blixt runt avskedslinjen och täcker kärnhål. Flash inträffar när smält metall pressar utanför kaviteten. Detta överskottsmaterial måste tas bort innan gjutningen kan bearbetas ytterligare. Detta åstadkommes med anpassade trimdies.
En trimdie används för att skjuva löparen och översvämmas från gjutningen såväl som stansöppna hål. Trimdies placeras i vertikala hydrauliska pressar, vanligtvis 30-100 ton. Liksom gjutna matriser kan trimdies vara mycket enkelt och billigt, men kan också bli komplicerade med rörliga stansar.
Den nedre delen av trimdiven innehåller bon. Bonet håller och stöder casting under trimning för att säkerställa att den inte är förvrängd. Den övre delen av trimdikten innehåller saxen. Saxen tar bort grindar och överflöden medan stansar öppnar kärnhål. Fjädrar och kvävechocker används för att ta bort gjutningen från saxen när trimningen är klar.
CNC -bearbetningsarmaturer
Figur 15 Horisontell CNC -bearbetningsarmatur
Speciellt utformade fixturer krävs för att hålla gjutningen när CNC -fräsning och tappning krävs. Fixturer är utformade för att säkert hålla gjutningen samtidigt som åtkomst till alla funktioner som kräver bearbetning. Gjutningar är säkrade med mekaniska klämmor eller med hydrauliska cylindrar.
Gjutningar som kräver att man slår på en CNC -svarv kommer också att kräva speciella käkar, men de är vanligtvis mindre komplexa och kostsamma än för CNC -fabriker.
Vi har ett stort utbud av CNC -utrustning för alla typer av bearbetning och alla storleksproduktionskörningar. Vi kommer att arbeta med en av våra fixturleverantörer för att utforma en ekonomisk lösning för dina bearbetningsbehov.
Komplexiteten och kostnaden för gjutningsverktyg kan verka skrämmande. Vi kommer att utvärdera dina behov och presentera ett omfattande verktygskitat för ditt projekt. Vi kommer sedan att arbeta med ett av våra erfarna verktyg och dö leverantörer för att designa och bygga vår kunds anpassade verktyg.