
E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Die Casting Mold (Cold Chamber)
Die Casting Mold (Cold Chamber)
1. Vilka delar består matrisen av?
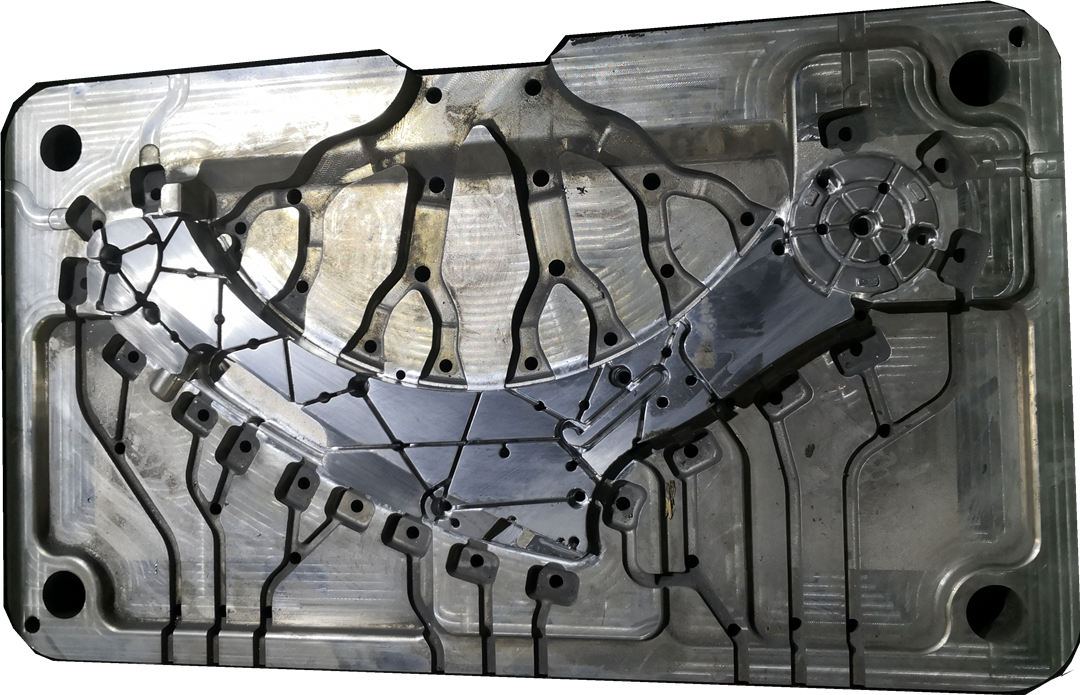
S: Strukturen för den gjutformen kan delas upp i följande delar enligt dess funktioner: (figur nedan)
(1) bildar del (rörlig kärna, bildande insats, kärna, etc.)
(2) MFRAME -del (rörlig mögelspänning, AB -platta, konsol och fot)
(3) förbikopplingssystem (hälla utloppskåp, avledningskon, tvärgående hällkanal och Inlet Vent)
(4) Överflödesutloppssystem (överflödet tank, ångavgasstank)
(5) Topp ut mekanism (motpan, motpane fixeringsplatta, toppa ut plattan, återställ stång)
(6) Guiddelar (styrkolumn, guidhylsa, mellanguidekolumn, mellersta guidhylsa)
(7) Kärnekstraktionsmekanism (Core Extraktionsreglage, lutande styrkolonn, kompaktblock, vår, etc.)
(8) Annat (kylsystem, värmesystem, förstärkningskolonn etc.)
2. Vilket material orsakas av den gjutna formen?
S: Vår formgjutningsform är huvudsakligen gjord av följande stålprodukter:
(1) H13 (värmebeständig stål) som främre och bakre kärna, pumpar kärna, hällskydd, avledningskon, etc.)
(2) 45 # stål (som en, B -platta, skjutreglage, lutande styrkolonn, etc.)
(3) T8, T10 (styrkolumn, styrhylsa, jacking, återställningsstång, etc.)
(4) A3 stål (fram- och bakre mögelskivor, bricka, stiftplatta, die fot, etc.)
3. Vad är värmebehandlingens hårdhet hos den gjutna kärnan? Vilka är konsekvenserna av att vara för mjuka och för hårda?
S: Den maximala hårdheten för den kärnkärna värmebehandlingen är: HRC45 ~ 48. Behandlingen är för mjuk (lägre än HRC43), dalkärnan är lätt att kollapsa, deformation och lim; Om behandlingen är för hård (högre än HRC50) är formkärnan lätt att sprida, och vissa delar kommer att nå HRC58-60 efter nitrid, (t.ex. hälla täckning, insatser, etc.).
4. Vilka är de faktorer som betraktas i gjutningsformen när du väljer en gjutmaskin?
Svar: (1) Die -installation (dvs huruvida denna formgjutningsmaskin kan installeras med denna form är relaterad till det inre stapelavståndet och positionen för Corolin -kolonnen);
(2) Metallvätska hällmängd (huruvida kapaciteten för presskammaren för gjutning är tillräcklig);
(3) gjutkraft (när det rimliga specifika trycket justeras är gjutkraften tillräcklig för att låsa formen);
(4) Tryckskottspecifikt tryck (säkerställer kvaliteten på gjutdelarna);
(5) Öppna lägesresan (kan ta ut produkten).