
E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



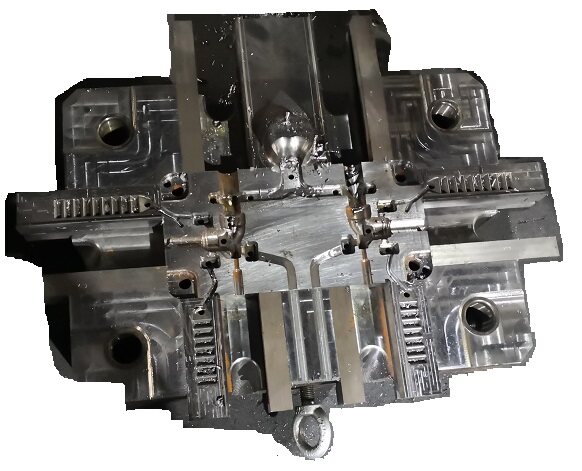
Flera punkter som måste noteras för gjutning
3). Smörjmedelberedning
A.full förlustsystem Olja 85% -90% + grafit 10% -15%;
B.Heavy Oil: 100%;
C.Paraffin 30% + gult vax 30% + vaselinolja 14% + grafit 26%;
d.grafit 25% + glycerin 20% + vattenglas 5% + vatten 50%;
4). Frågor som bör noteras när man använder smörjmedel
A. Llubricant kan användas på typen av kavitet och rörlig delytan;
B. LUBRICANT SPRAY MALS ska vara mindre varje gång, och för att vara enhetlig är det bäst att bilda en film på typytan efter sprutning.
V. Justeringsinnehållet i den gjutande formen
Efter att ha slutfört gjutformens form är det nödvändigt att justera de korrekta gjutningsförhållandena och processparametrarna för att uppnå stabil gjutning och producera kvalificerade gjutningar.
Innan det döende testet ska Die -testpersonalen kontrollera legeringens råvaror för att gjutas för att förstå egenskaperna hos matstrukturen, prestanda, förhållanden, process- och driftsmetoder.
Det korrekta valet av gjutningsformningsförhållanden är nyckeln till justering av försök. Ofta stöter på sådana problem, även om designen och tillverkningen av formen är mycket korrekta, men på grund av felaktigt urval av gjutnings- och formningsförhållanden, kan samma inte trycka på den kvalificerade gjutningen. Tvärtom, i vissa fall kan förhållandena för gjutning justeras för att övervinna formen i formen och trycka ut den kvalificerade rollen. Därför måste DIE -testpersonalen vara bekant med rollen och ömsesidigt förhållande mellan gjutningsförhållandena, den aktiva principen för formen, för att korrekt välja och rimligt justera de gjutningsförhållandena.
Innehållet i formningsförhållandena med gjutning inkluderar: Materialsmältningstemperatur, formtemperatur och smälttemperatur, injektionstryck, maträtter, matrisöppning, kompressionsskottförhållande och spränghastighet som krävs enligt tillståndet för tillverkningsdelar. Slutligen bör gjutprodukterna repareras innan de perfekta gjutdelarna.
Koppar-zinklegering 850-960
Temperaturvalsprincip för gjutningslegering:
1) ju lägre temperaturen på den hällda metallen, desto längre är livets livslängd;
2) Endast med gjutning av låg temperatur är det möjligt att minska djupet på avgasstanken och minska faran för metallvätska stänk;
3) lågtemperatur gjutning kan minska tryckmöjligheten för presskammaren och toppstången;
4) Lågtemperatur gjutning kan minska produktionen av krympningshål och sprickor i gjutningen.
Kort sagt, när processförhållandena tillåter, temperaturen på gjutningslegering eller välj den låga temperaturen för att dö gjutning.
3, arbetstemperaturen för mögelarbetet
Arbetstemperaturen för gjutningsformen varierar beroende på dess gjutningslegering. Följande är de rekommenderade värdena för flera legeringsformar för val:
Mögelnamn arbetstemperatur / ℃
Zinklegeringsform 150-180
Aluminiumlegeringsform 180-225
Magnesiumlegeringsform 200-250
Kopparzinklegeringsform 300
Principen om arbetstemperatur för gjutning:
1) Formtemperaturen är för låg, gjutningens inre struktur är lös, luftutsläppet är svårt, svårt att bilda;
2) Formtemperaturen är för hög, gjutningens inre struktur är tät, men gjutningen är lätt att "svetsa" fäst vid mögelhålan, klibbig mögel
Det är inte lätt att lossna gjutningen, och den höga temperaturen kommer att utöka formen själv och påverka gjutningens storlek noggrannhet.
3) Formtemperaturen bör väljas inom det lämpliga intervallet, i allmänhet, efter lämpligt test, är konstant temperaturkontroll rimlig.
4, Smörjningen av den gjutande formen
1). Syftet med smörjning
Smörjning fungerar som separationsmedel för gjutning och gjutning; När den aktiva delen av gjutning och press minskar friktionen, förbättrar livslängden för gjutning och minskar livslängden på grund av termisk trötthet för lång drift.
2). Smörjmedelskrav
Valet av smörjmedel ska uppfylla följande krav:
A. Die -gjutningen kan inte hålla sig i typen av hålrummet;
B. stålmaterialet som inte kan korrodera mögeltypytan;
C.KALA att producera giftiga gaser;
d.tor inte aska vid uppvärmning;
efter smörjning ska vara jämnt fäst vid typhålan och arbetsytan utan att tvättas bort av högtrycksmetall.