
E-postformatfel
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd


Hur många håligheter ska jag bygga in i min gjutform?
Svåra geometri och kvalitetskravMed varje ytterligare hålrum blir löparen och ventingsystemet svårare att designa. Caster kommer att konstruera löparen för att fylla varje hålrum samtidigt. Även med modern datormodellering är det mycket utmanande att optimera löpare och ventileringssystem på högkavitetsdies. Die caster kan ge råd mot högre hålrum när den komprometterar kvaliteten.Årlig användning
Vårt tidigare exempel presenterade en högvolymgjutning på 500 000 stycken per år. Ekonomin förändras när delen är lägre volym. Låt oss säga att volymen är 15 000 stycken per år och en 5 -årig projektliv. I det här exemplet är den lägsta projektkostnaden en 2 -kavitetsstöd.
hålrum
- Eua
- 15 000
- 30
40
Eua
50
62.5
41.7
26.0
$ 0,83
$ 0,69
$ 0,52
Första verktygskostnad
|
|
5 |
1.0 |
Ersättning |
| kavitetskostnad |
40 000,0 $ |
60 000,0 $ |
80 000,0 $ |
| 100 000 dollar |
145 000 dollar |
145 000 dollar |
145 000 dollar |
| 190 000 dollar |
62 500 dollar |
52 083 $ |
$ 39,063 |
| 162 500 dollar |
197,083 $ |
229,063 dollar |
Varje gjutningsprojekt är unikt. Det är viktigt att granska scenarierna med din die caster innan du börjar ditt projekt. Hos Seipo kan vår personal för försäljnings- och verktygsingenjörer vägleda dig i rätt riktning. Kontakta oss för ditt nästa gjutningsprojekt! |
| Maskinkostnad/timme |
$ 200 |
250 $ |
$ 300 |
| Bit kostar w/o metall |
$ 0,83 |
$ .69 |
$ .52 |
| Verktygskostnad |
60 000 dollar |
85 000 dollar |
110 000 dollar |
| Verktygslivsutbyte i bitar: 100 000 skott/5% skrot |
190 000 |
380 000 |
760 000 |
| Liv eller projekt |
5 år |
5 år |
5 år |
| Antal ersättningshålrum krävs |
14 |
7 |
1.0 |
| Total projektverktygskostnad |
520 000 dollar |
420 000 dollar |
280 000 dollar |
| Total projektgjutningskostnad |
2 075 000 dollar |
1 725 000 dollar |
1 300 000 dollar |
| Total projektkostnad |
2,595 000 dollar |
2 145 000 dollar |
1 580 000 dollar |
När man hänvisar till diagrammet ovan är det uppenbart att medan 8 Cavity Die har den högsta verktygskostnaden i förväg, har den den lägsta totala kostnaden för projektet. Varje gång ersättningshålrum är konstruerade måste de provas och PPAP -godkända. Denna process lägger till ytterligare kostnader som också bör övervägas.
Vanligtvis minskar antalet hålrum och maximerar styckets pris och projektets totala kostnad. Ekonomi kan dock förändras när maskinstorleken ökar.
400 ton till 1000 ton maskiner är mycket vanliga i gjutningsindustrin. Maskinens tonnage 1200 till 4500 är mindre vanliga och används vanligtvis för fordonsarbete med hög volym. 1200 till 4500 maskiner är mycket dyrare att köpa och driva vilket gör kostnaden högre. De flesta av dessa maskiner köptes för att specifikt producera en stor gjutning, till exempel ett motorblock eller transmission. Även om det kan vara möjligt att bygga en 50 hålrum som dör av din del för att köra på en 3000 ton maskin, är de vanligtvis reserverade för stora, högvolymgjutningar.
Gjutningens komplexitet
Gjutningens komplexitet kommer att påverka ditt beslut på flera sätt. Antalet objektglas, dimensionella toleranser och gjutningens geometri måste beaktas.
Antal bilder
Om gjutningen har flera glidkärnor kommer den att begränsa antalet hålrum som kan användas. De rörliga glidmekanismerna konsumerar utrymme i matrisen och skapar en fysisk begränsning för kavitation.
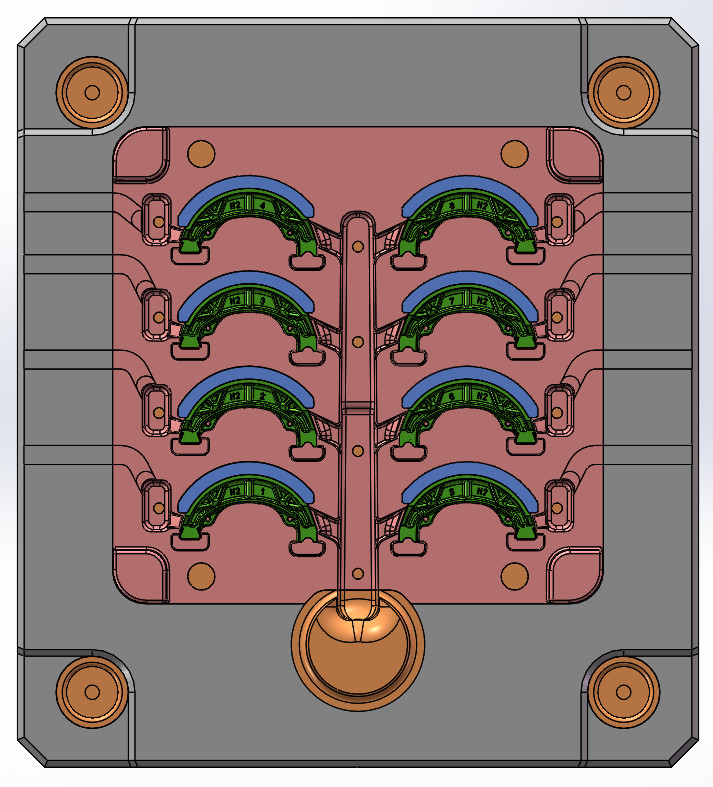
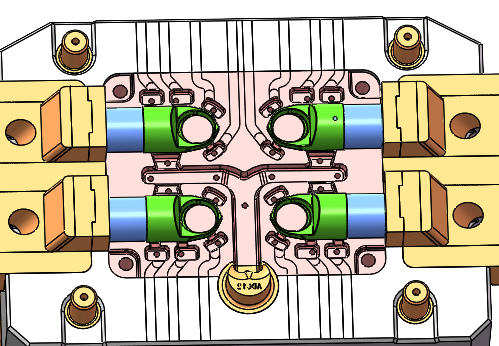
Denna design visar en 2 -kavitets -matris med fyra objektglas på varje hålrum. Medan en 4 -kavitetsstäng är möjlig, kan komplikationerna som skapas under produktionen uppväga fördelarna. Kavitation större än 2 håligheter bör endast beaktas om man använder flera matriser samtidigt krävs för att möta efterfrågan.
Dimensionell kontroll
Varje ytterligare kavitet i matrisen bidrar till utmaningen med dimensionell konsistens. Låt oss säga att din gjutning har fyra funktioner som kräver en tät tolerans. Detta är mycket hanterbart i en 2 -hålrum med totalt 8 kritiska funktioner per maskincykel. Om du bygger en 8 Cavity Die, har du 32 kritiska funktioner för att kontrollera varje cykel. Även om detta kan åstadkommas, kräver det ofta mycket vanligare underhåll som lägger till kostnader. Detta gäller särskilt när varje hålighet har en eller flera bilder.
|
|
|
|
|
| 5 |
1.0 |
Ersättning |
|
| kavitetskostnad |
40 000,0 $ |
60 000,0 $ |
80 000,0 $ |
| 190 000 dollar |
|||
| 162 500 dollar |
|||
| Maskinkostnad/timme |
$ 200 |
250 $ |
$ 300 |
| Bit kostar w/o metall |
|||
| 60 000 dollar |
85 000 dollar |
110 000 dollar |
|
| Verktygslivsutbyte i bitar: 100 000 skott/5% skrot |
190 000 |
380 000 |
760 000 |
| Liv eller projekt |
|||
| Antal ersättningshålrum krävs |
|||
| |
|||
| Total projektverktygskostnad |
|||
| Total projektgjutningskostnad |
|||
| Total projektkostnad |